Video
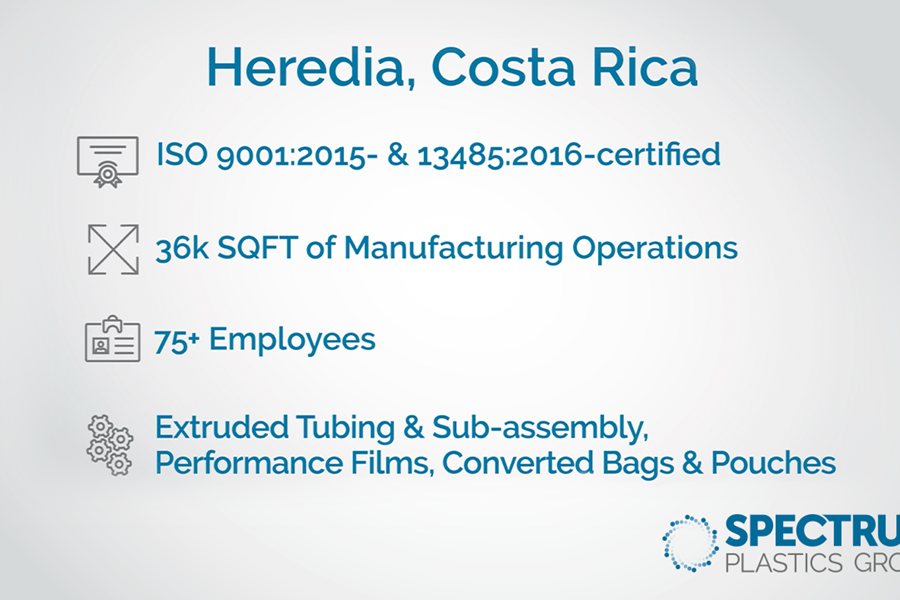
Spectrum Plastics Group_Costa Rica
Juan Carlos García, Gerente Comercial Regional de Dispositivos Médicos y Flexibles de Spectrum, habla sobre la expansión más reciente de las instalaciones de Costa Rica.