
Automated Toolmaking System Accelerates Development for Leading Medical Device Solution Provider

Imagine if a medical device development team could essentially de-risk early development work when bringing a new device to market? How much time could you save and risk could you minimize if you could prototype your product with a production-grade injection molding tool — without the long lead times and high costs typically associated with production tooling?
In a recent webinar hosted by Medical Product Outsourcing, Luke Thiele, Engineering Manager, Spectrum™, a DuPont Business, and Ethan Rejto, Director of Marketing, Mantle Inc., discuss how this wishful thinking has become a reality. With the help of Mantle’s automated toolmaking technology, Spectrum™ is now able to print fast tooling to represent final production processes with H13 tool steel at a rate that is 40 percent faster than traditional toolmaking processes. The innovation doesn’t stop there. Spectrum™ will soon expand its capabilities to include printing stainless steel for tooling, opening new possibilities for even more durable, corrosion-resistant tools tailored to demanding medical manufacturing environments. And that translates into faster time-to-market for our customers.
Steel tooling is the standard for producing parts in final production due to its durability and precision, but it is expensive and time-consuming to fabricate. This limits its use in early development stages. Instead, teams typically turn to plastic 3D printing, plastic machining, or aluminum prototype tooling to create prototype parts. However, these methods differ from the steel tooling used in final production, and can therefore introduce risks that may compromise part performance and manufacturability during final production.
Spectrum™ saw a solution to this challenge and the potential for huge savings by introducing steel tooling early in the development process. If engineers could validate end-use material with production grade tooling, as well as validate the manufacturing process, they could save their customers weeks to months of precious time. As a full-service provider for the development and manufacturing of critical polymer-based components and finished devices for medical and other demanding applications, finding ways to eliminate costly and time-consuming steps throughout the development process is a top priority for Spectrum™. But this medical device manufacturer needed a partner to help remove the most time-consuming and expensive steps of a tool build. And this partner would have to be able to produce metal tooling that could excel at handling the intricate shapes, designs, and dimensional requirements of its customers’ medical devices. 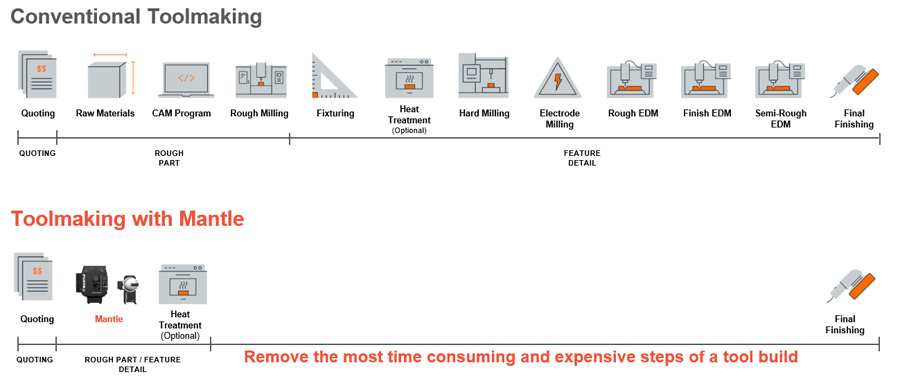
Image: Conventional toolmaking vs. toolmaking with Mantle’s technology
That’s why Spectrum™ turned to Mantle Inc., the only solution provider today that offers metal 3D printing explicitly built for precision tooling. Mantle’s printer automates the production of precision tooling and delivers the accuracy, finish, and steel properties required for demanding tooling applications. Tools made with Mantle have molded millions of parts while reducing lead times, cutting costs, and solving labor shortages.
Mantle’s 3D printer prints, shapes, and sinters precision parts from a CAD file at a fraction of the time and cost of conventional manufacturing. Conventional precision part manufacturing is a lengthy process involving many complex steps, and existing metal 3D printing technologies produce rough, poor- tolerance parts that require costly and time-consuming post-processing. Mantle’s solution eliminates these steps and produces precision parts by combining both rough part creation and precision finishing into a single hybrid process:
1. The process starts with Mantle’s patented flowable metal pastes (FMPs). Metal particles are suspended in a liquid carrier to ensure safe handling and uniform particle distribution.
2. Using a precise positioning system, paste is deposited one layer at a time. Once an entire layer has been printed, it is heated to remove the liquid components of the paste, settling the metal particles into a dry, dense compact, which is held together by a small amount of binder.
3. After a number of layers are printed, high-speed cutting tools automatically refine the shape and surface finish of the printed layers. Because the dried FMP material is not yet fused and in a soft form, the shape refinement process is up to 50 times faster than conventional solid metal cutting. Similarly, cutting forces on the tools are very low, which allow for extremely small cutting tools to be used.
4. The steps are repeated to build and precision-finish the entire part. The part is then transferred to Mantle's high-temperature furnace where it is heated to over 1300 °C and is sintered into a solid metal part. From the sintering process emerges a precision part with unmatched surface finish detail and tolerances that can be placed into production with little or no post-processing.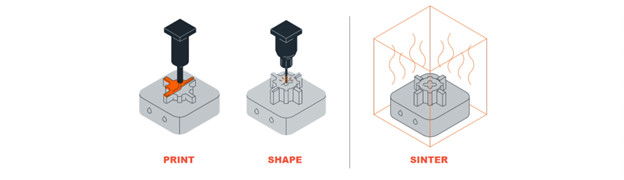
Image: Mantle’s three-step process
With this technology, our precision part creation which once took weeks, now takes days. In addition, our development teams can print multiple iterations at once, allowing them to find the final design result that suits customers’ specific needs, preventing constraints, both in cost and time. Furthermore, Spectrum™ minimizes risks due to personnel issues, short staffing, sickness, mistakes, and miscalculations — essentially removing human error from the first part of the equation. With just a few finishing steps left to get the tool across the finish line, Spectrum™ significantly accelerates the time it takes to fabricate critical tooling and in turn, bring a medical device to the market.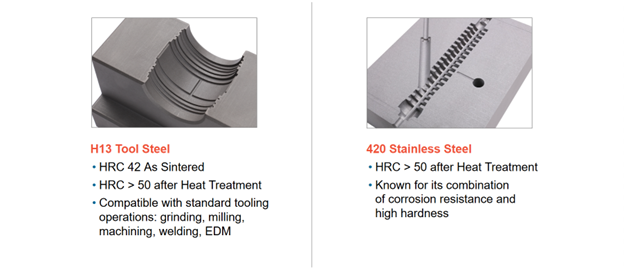
Image: Mantle’s tool steels: H13 and 420 stainless steel
Mantle’s tool steels behave just like conventional tool steels with operations like machining, drilling, EDM, polishing, and coating. No changes to standard operating procedures are required:
● H13 tool steel – the workhorse of production-grade tools that can be hardened greater than 50 Rockwell C
● 420 stainless steel – ideal tooling material when high hardness is needed with corrosion resistance
Spectrum™ wanted to measure savings by gaining an understanding of the Mantle technology and then by testing it to see if the claims were true. The team designed a tool that molds standard hold clips out of a generic polyethylene. The results were very promising.
our tool room estimated a lead time of about 11 days to fabricate the tool — which included receiving the material, rough machining, heat treating, grinding, making the electrodes, electrical discharge machining, programming, and polishing. This is already quite fast for a new tool.
The team selected a tool for the cavity of core blocks to be used in a mud set. With Mantle, Spectrum™ was able to print the cavity, print the core, sinter, and then grind, wire, and polish all within eight days. That’s a savings of three days, which may not seem significant at first, but after digging deeper into the intangible advantages of Mantle’s 3D metal printing, the advantages were overwhelming. From a standard work week calendar point of view, 11 days actually translates into 18 calendar days because of weekends, and potentially even more if there are holidays. Additionally, producing the tool with Mantle required far less of our toolmakers' precious time, allowing them to focus on other projects while the Mantle machine worked lights out.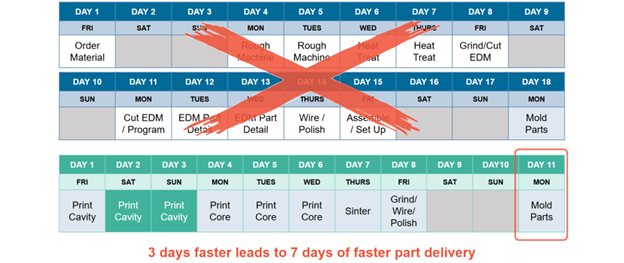
Image: Example of conventional toolmaking timeline vs. timeline using Mantle technology for our first test
With Mantle’s 3D metal printer, Spectrum™ could omit several initial steps and run unsupervised print jobs through the weekend, saving closer to seven days. After the tool was printed, the Spectrum™ team could post-process the tool without making any changes to standard operating procedures.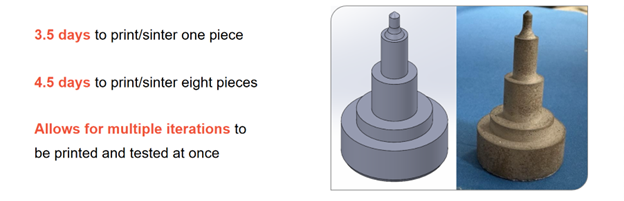
Image: Catheter tipper timeline including iterations for our second test
In another example, Spectrum™ was able to print a catheter tipper in just three-and-a-half days. Although the tool itself would typically be fairly easy to machine, and the geometry is not that complicated, the savings here lies in the iterative design process. If Spectrum™ engineering team wanted to print eight different iterations at once, the amount of time needed to print would increase by only one day. This is particularly important to design engineers who work through multiple iterations to dial in the exact interference fit. These iterations typically cost valuable time and money. With Mantle, Spectrum™ can print multiple iterations at once to allow for rapid back-to-back molding for product testing. This means our customers benefit from economic design change flexibility and a more agile development process.
With over 60 years of experience designing, developing, and manufacturing critical polymer-based components and devices, Spectrum™ has innovated solutions that can’t be found anywhere else. So it needed a solution without limitations:
• Tools produced with Mantle's technology are able to mold any industry-standard thermoplastic within our specific machine capabilities — including high-temperature thermoplastics vital to the medical device industry.
• Spectrum™ can achieve an A2 surface finish on a Mantle printed part — crucial for producing high-quality plastic parts with excellent surface aesthetics and dimensional accuracy.
As Spectrum™ strives to continually innovate, technologies like Mantle’s 3D metal printer allow Spectrum™ to increase value and create better solutions for its customers. To learn more about how Spectrum™ is using Mantle’s technology to manufacture critical polymer-based components and devices more quickly and efficiently, watch the webinar replay.